-

济南坤海耐磨材料有限公司
主营:耐磨衬板,耐磨复合衬板,双金属堆焊耐磨板,耐磨合金板,高分子托辊,耐腐蚀静音托辊

济南坤海耐磨材料有限公司
主营:耐磨衬板,耐磨复合衬板,双金属堆焊耐磨板,耐磨合金板,高分子托辊,耐腐蚀静音托辊 18
18
济南坤海耐磨材料有限公司长期致力于**命耐磨材料及产的研发与制造,产广泛应用于水泥、钢铁、矿山、港口、玻璃、电力、风机、矿山机械、化工机械等行业。主要产有高分子耐磨托辊及管材;高铬合金堆焊耐磨钢板及各种加工件、立磨耐磨加工件、立磨修复等。
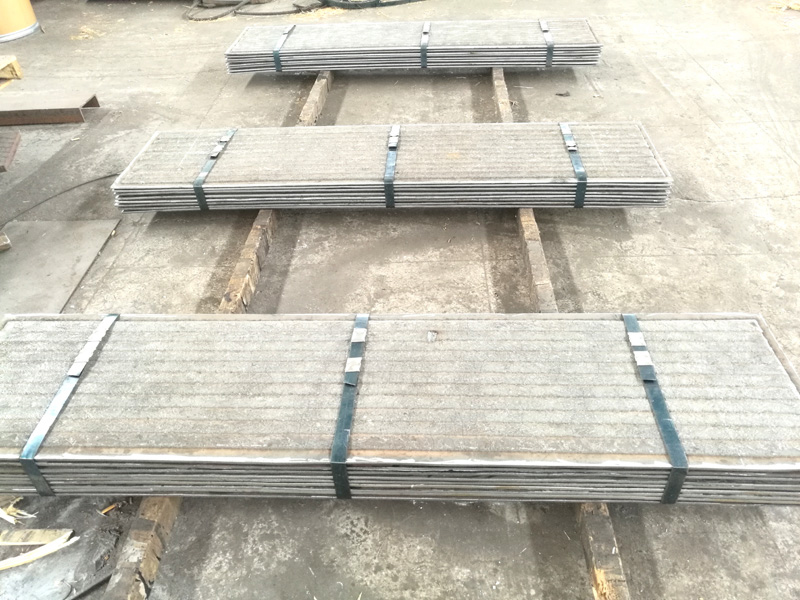
堆焊耐磨钢板简介:
堆焊耐磨钢板是坤海耐磨公司采用堆焊生产的高硬度堆焊钢板,主要规格有:3+3、4+4、5+5、6+4、6+6、8+4、8+6、8+8,10+8,10+10,12+10,12+12等,也可以根据客户要求定制各种堆焊耐磨钢板。
堆焊耐磨钢板的技术参数:
堆焊耐磨钢板的合金层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800,**沙石中石英的硬度HV800~1200。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨能提高一倍以上。与几种典型的材料耐磨对比如下:
(1)与低碳钢;20~25:1
(2)与高锰钢;5~10:1
(3)与工具钢;5~10:1
(4)与铸态高铬铸铁;1.5~2.5:1
堆焊耐磨钢板的优势
选择堆焊耐磨钢板的理由主要有以下几点
1.提高经济效益:提高作业率,减少停产检修损失,提高产能,增加效益;
2.降低生产成本:减少工人数量,一次投资长期受益,价比高;
3.改善生产环境:避免跑冒滴露,有利环境保护,有利于厂区清洁;
4.保护工人健康:减少恶劣环境工作时间,减少高空和狭小空间作业,降低工作强度;
5.社会效益显着:减少普通钢板材料使用,科技进步带来综合社会效益。
能特点:
双金属堆焊耐磨是将20-30%的碳化铬合金结合到钢板基板上构成的复合耐磨层板,其堆焊层材质均匀,外观规则,硬度可达到HRC62以上。
耐磨:双金属堆焊耐磨板的耐磨层厚度3-12,硬度可以达到HRC60-67,耐磨能是普通钢板的15-20倍以上,低合金钢板能的5-10倍以上,高铬铸铁耐磨能的2-5倍以上。
耐冲击:双金属堆焊耐磨板的基板为低碳钢或低合金,因此具有高硬材料和韧材料的双重能,具有良好的耐冲击,可以承受物料运送系统中的高落差料斗等的冲击和磨损。
耐热:合金耐磨层推荐在≤600摄氏度工况下使用,若在合金耐磨层中加入钒、钼等合金,同事配合相应的耐热基板,可以承受≤800℃的高温磨损。
灵活:耐磨合金层的厚度在3至20,耐磨钢板可根据用户需求,按图纸尺寸定做加工;同事耐磨钢板可切割,弯曲或卷曲、焊接和打孔,可以加工成普通钢板可以加工的各种部件。
耐腐蚀:耐磨复合钢板的合金层中含有高百分比的金属铬,故具有 防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
规格齐全:耐磨钢板规格全,种多,已成商系列化。耐磨合金层的厚度在3~20。复合钢板的厚度薄为6,厚度不限。
加工方便:耐磨钢板可以切割,弯曲或卷曲、焊接和打孔,它可以加工成普通钢板可以加工的各种部件。切割好的耐磨钢板可以拼焊成各种工程结构件或零部件。
功能特点:可焊接、耐磨能好。
耐磨衬板的优势:
提高经济效益:减少停机时间提高运转率,提高作业率,减少停产检修损失,提高产能,增加效益。
降低生产成本:维修成本,减少磨耗使产能降低及耗电增加的损失,减少工人数量,一次投资长期受益,价比高。
改善生产环境:降低磨耗破损落料而污染环境,避免跑冒滴露,有利环境保护,有利于厂区清洁。
保护工人健康:减少恶劣环境工作时间,减少高空和狭小空间作业,降低工作强度。
社会效益显著:减少普通钢板材料使用,科技进步带来综合社会效益。
耐磨钢板耐磨层厚度3-12,耐磨层硬度可以达到HRC60-67,耐磨能是普通钢板的15-20倍以上,是低合金钢板能5-10倍以上,是高铬铸铁耐磨能2-5倍以上,耐磨远远**喷焊和热喷涂等方法。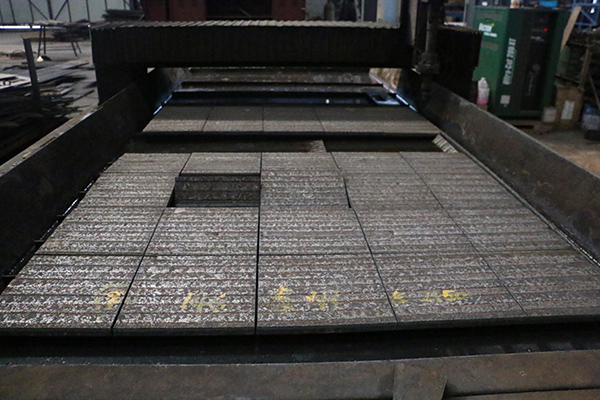
1.坤海堆焊耐磨层金相组织为典型过共晶高铬合金铸铁,Cr7C3型初生相细小均匀,基体为Cr7C3与奥氏体、马氏体的共晶组织。六角形Cr7C3( 复杂结构间隙化合物)相维氏硬度达HV1700 (详见产技术规范书),与基体配合表现出佳抗磨能力。
2.堆焊层硬度HRC58—62,单层堆焊层厚度3 -10,基板厚度>5。
3.复合钢板的抗拉与抗冲击能不低于Q235钢板焊接接头能。
4.复合钢板的加工能:可用空电弧或等离子弧、激光和高压水切割和打孔。可冷态成形或滚圆。冷滚圆时小曲率半径为复合板厚的20倍。可用塞焊、端面焊或螺栓连接的方法与需强化的工件连在一起。
5.复合堆焊板工艺还适合堆焊其它合金体系,可以根据用户需要选定。
堆焊耐磨板可以通过基体层钢板的焊接,拼焊成各种结构件或零部件。采用等离子切割在耐磨复合钢板上打孔,用螺栓固定在被保护的上,方便维修更换。
堆焊耐磨板硬度高,需要等离子切割加工,根据用户的不同尺寸和形状要求,我们可以提供相应尺寸形状的耐磨板,用户也可以采购整张耐磨板自行切割,切割方式为等离子切割。弯曲加工根据不同耐磨钢板硬度及板厚条件,小弯曲直径有一定差别,通常小弯曲直径≥350,可以制成平板,弧板,锥板,圆筒。在卷筒加工时,应尽量使弯曲方向与焊道方向一致,尤其小直径弯曲,需按供货厂家要求弯曲加工。